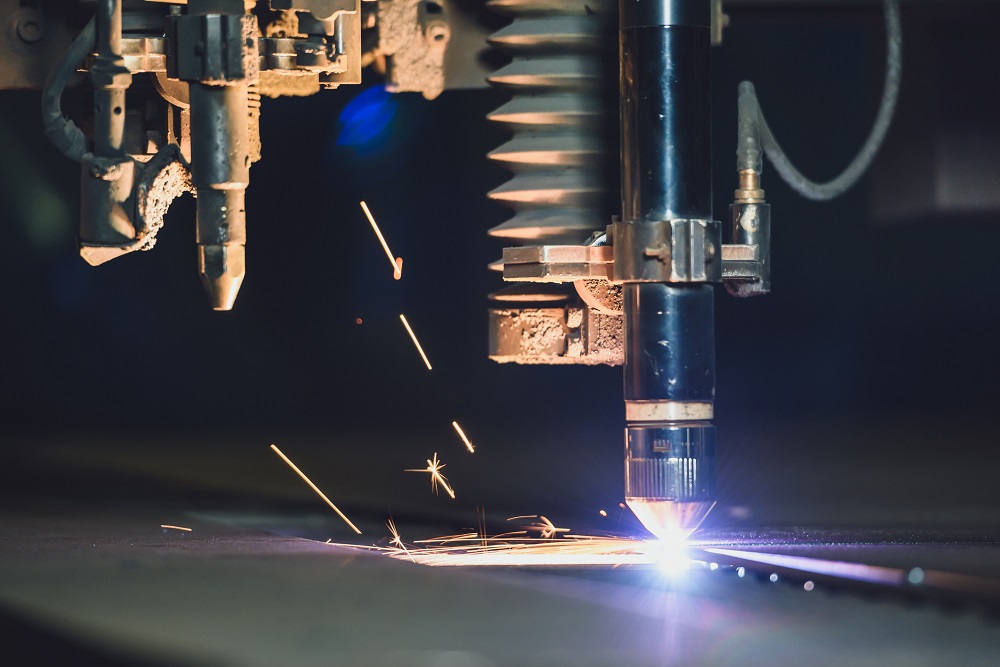
Technologia plazmowa pozwala na szybkie i efektywne cięcie metalu za sprawą wykorzystania łuku elektrycznego umożliwiającego wywołanie reakcji egzotermicznej stosowanego gazu i otrzymanie strumienia plazmy o bardzo wysokiej temperaturze. Najczęściej cięcia plazmowego używa się przy cięciach prostych, ukosowaniu, a także przy wypalaniu otworów i żłobieniu lub znakowaniu. Do uzyskania odpowiednich efektów niezbędne będzie posiadanie sprzętu wysokiej klasy, w tym właściwie dopasowanych części do palników plazmowych czy wydajnego źródła plazmy. Zobaczmy, co wpływa na jakość cięcia plazmą.
Jakie elementy przesądzają o jakości cięcia plazmą?
Na poziom uzyskiwanych efektów – uzyskanie optymalnego kąta cięcia bez ujemnego lub dodatniego kąta czy zaoblenia krawędzi, ilość powstającego żużla albo odprysków, właściwą chropowatość, czy też brak przebarwień – wpływają takie elementy jak rodzaj materiału, używany gaz, doświadczenie operatora, a także prędkość cięcia, przepływ i ciśnienie gazu, a przede wszystkim rodzaj używanego sprzętu. Kluczowe znaczenie będą jednak miały parametry cięcia związane z używanymi dyszami plazmowymi, elektrodami i pierścieniami zawirowującymi. Nie można też zapominać o wydajnym źródle plazmy i odpowiednich dla konkretnego materiału ustawieniach.
Właściwy dobór części eksploatacyjnych do cięcia plazmą
Podstawową zasadą wybierania odpowiednich części eksploatacyjnych jest dopasowanie ich do natężenia używanego prądu. Liczyć się będzie także ich stopień zużycia – w przypadku dysz istotna jest krągłość otworu, dla elektrod liczy się prawidłowy rozmiar wgłębienia, a dla pierścienia zawirowującego drożność otworów. Wszystkie elementy noszące wyraźne oznaki przepalenia muszą być możliwie szybko zastąpione nowymi. Nie można również lekceważyć zachowywania czystość podczas wymiany – wiele problemów ma swoje źródła w zgromadzonym pyle bądź kurzu. Używanie nadmiernie wyeksploatowanych elementów nigdy nie pozwoli na osiągnięcie wysokiej jakości cięcia i w krótkim czasie będzie oznaczało straty materiałowe.
Najnowsze komentarze